+86-19804768663
-


-


-


WeChat

Ведущий покупатель контроля сварных швов в конструкционных сталях
Пожалуй, самым распространенным заблуждением в нашей отрасли является представление о том, что контроль качества сварных швов – это исключительно забота заказчика. На деле же, роль Ведущего покупателя контроля сварных швов в конструкционных сталях, как я это вижу, зачастую недооценивается. Не просто 'проверка по чек-листу', а активное участие в формировании требований к производству, понимание технических нюансов и готовность брать на себя ответственность за конечный результат. И, честно говоря, именно от этого человека во многом зависит надежность всей конструкции.
Проблема не в методике, а в понимании
Часто приходят с готовой методикой контроля – ГОСТ, СНиПы, собственные внутренние регламенты. И это хорошо. Но где понимание, почему именно этот метод выбран? Какая именно дефектность критична для данного конкретного изделия? Какой уровень риска допустим? Эти вопросы редко задаются. Например, мы однажды работали над проектированием стальной конструкции для промышленного объекта – склад, если быть точным. Заказчик требовал контроля по требованиям, взятым из какого-то устаревшего стандарта. Оказалось, этот стандарт не учитывал особенности эксплуатации объекта, а именно – воздействие агрессивной атмосферы. Мы потратили кучу времени и ресурсов на проведение контроля, который оказался фактически бессмысленным. Потом пришлось переделывать, добавлять специфические методы проверки, учитывающие коррозионную активность.
И это не единичный случай. Помню, как пытались проверить сварку трубопровода для системы охлаждения. Согласно документации – визуальный контроль, ультразвуковая дефектоскопия. Но результат был нестабильным: то дефектов не находили, то находили, а потом при повторной проверке – нет. Выяснилось, что условия работы дефектоскопов (температура, влажность) просто не соответствовали нормам, указанным в инструкции. По сути, контролировали, но не проверяли. Вот тут и понимаешь, что важно не просто иметь оборудование, а уметь им правильно пользоваться, понимать его ограничения и учитывать влияние внешних факторов.
Опыт работы с разными типами сталей
В нашей практике часто встречаются задачи с различными марками конструкционных сталей. Это требует гибкости и умения подбирать оптимальные методы контроля. Например, контроль швов по высокопрочной стали требует более точных и чувствительных методов, чем контроль швов по углеродистой стали. Использование, скажем, магнитопорошкового контроля по высокопрочной стали – это уже не просто проверка, а детальное исследование, позволяющее выявить даже микроскопические дефекты. Это не дешево, но часто оправдано, особенно если речь идет о критически важных элементах конструкции.
Недавно работали с конструкцией из стали 3.10. На первом этапе визуального контроля обнаружили небольшие дефекты – трещины и пористость. Пришлось прибегать к дополнительному гидростатическому тесту, чтобы убедиться в герметичности шва. И только после этого заказчик был уверен в качестве выполненных работ. Иногда, конечно, можно обойтись и минимальным набором проверок, но лучше перестраховаться, чем потом исправлять ошибки, которые могли привести к серьезным последствиям.
Специфика контроля швов на морских судах
Работа над морскими судами – это отдельная история. Там требования к качеству сварных швов самые высокие. Учитывается не только прочность, но и коррозионная стойкость, да и влияние соленой воды на металл. Здесь часто используют комбинированные методы контроля – визуальный контроль, ультразвуковую дефектоскопию, рентгеновский контроль и магнитопорошковый контроль. При этом, особое внимание уделяется контролю швов, выполненных в сложных условиях – в труднодоступных местах, под водой и т.д. И, конечно, обязательна сертификация всех материалов и работ.
Один из самых сложных проектов был связан с модернизацией стального корпуса судна. Было обнаружено множество дефектов в старых сварных швах. Потребовалось не только их устранить, но и провести дополнительный контроль, чтобы убедиться в качестве выполненных работ. Это потребовало значительных усилий и затрат, но без этого нельзя было обойтись.
Роль ведущего покупателя: не только контроль, но и координация
Я считаю, что Ведущий покупатель контроля сварных швов в конструкционных сталях должен не только контролировать соответствие работ требованиям, но и координировать работу разных специалистов – сварщиков, дефектоскопов, инженеров-конструкторов. Он должен быть в курсе всех изменений в проекте, понимать технические особенности производства и уметь принимать обоснованные решения в случае возникновения проблем. Иначе рискуешь получить некачественную конструкцию, даже если формально все соответствует нормам.
В идеале, ведущий покупатель должен участвовать в разработке технологического процесса сварки, подбирать оптимальные режимы сварки и выбирать наиболее подходящие методы контроля. Он должен быть 'мостом' между заказчиком и исполнителем, помогая им договориться о приемлемых требованиях и гарантировать, что конечный результат будет соответствовать всем ожиданиям.
Технологии и будущее контроля
Современные технологии значительно облегчают процесс контроля качества сварных швов. Появляются новые методы дефектоскопии – например, термография, которая позволяет выявлять скрытые дефекты на основе изменения температуры поверхности. Также активно развивается автоматизация процесса контроля – используются роботизированные системы для визуального контроля и ультразвуковой дефектоскопии. Но даже с развитием технологий, человеческий фактор остается ключевым. Важно, чтобы Ведущий покупатель контроля сварных швов в конструкционных сталях имел достаточный опыт и знания, чтобы правильно интерпретировать результаты контроля и принимать обоснованные решения.
В будущем, я думаю, что контроль качества сварных швов станет еще более автоматизированным и интеллектуальным. Будут использоваться алгоритмы машинного обучения для анализа данных контроля и выявления потенциальных дефектов. Но, опять же, человек должен оставаться в центре процесса – чтобы применять эти алгоритмы, интерпретировать результаты и принимать окончательные решения.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
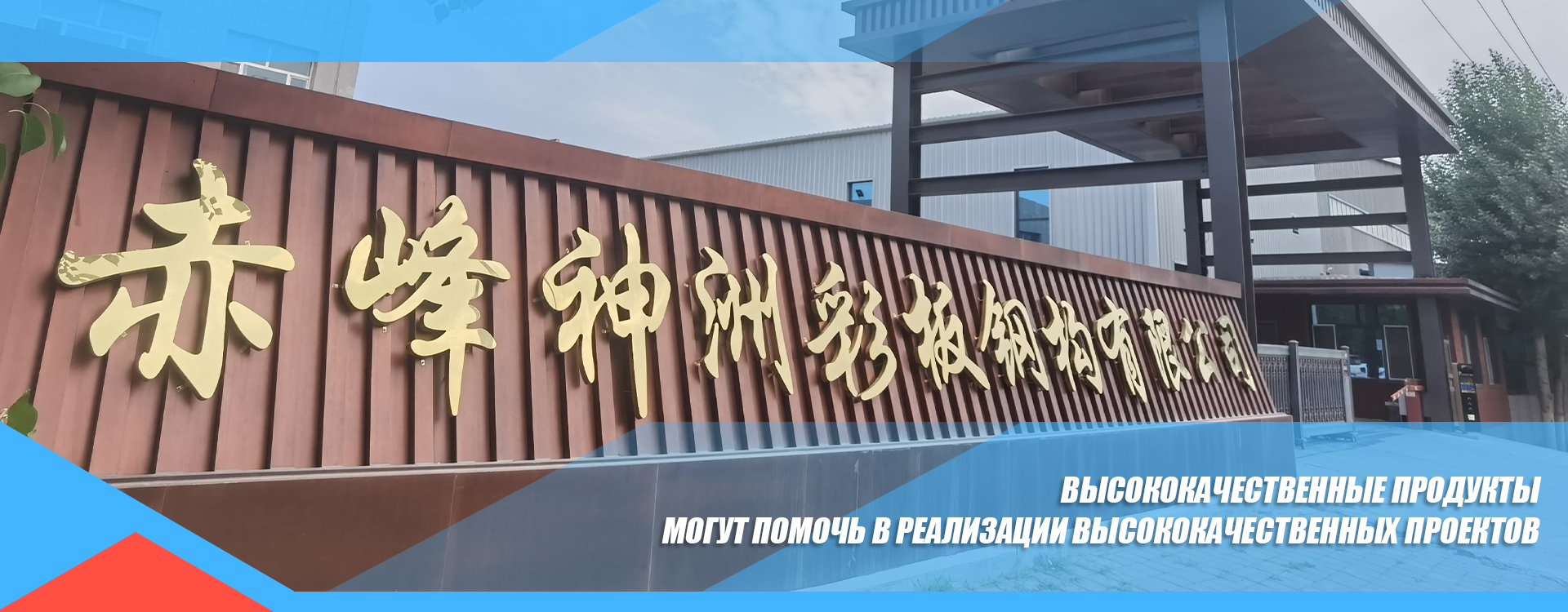
 Бамбуковая черепица из цветного стального листа 6-ти пиковая типа V800
Бамбуковая черепица из цветного стального листа 6-ти пиковая типа V800 -
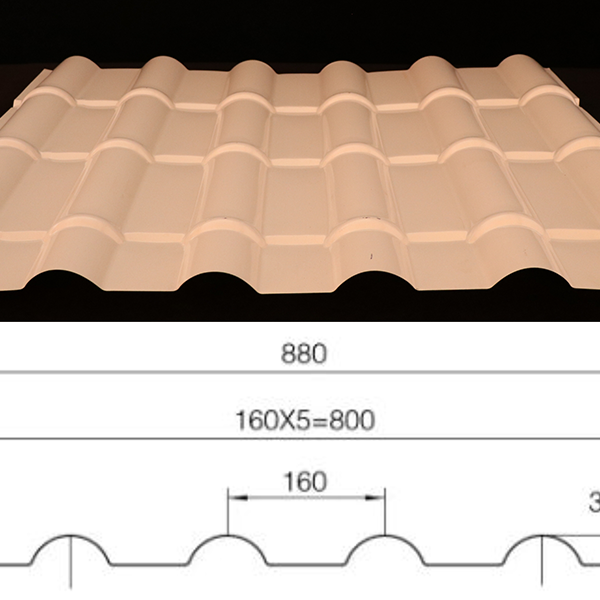
 Цветной стальной лист типа 840
Цветной стальной лист типа 840 -
 Цветная стальная черепица
Цветная стальная черепица -
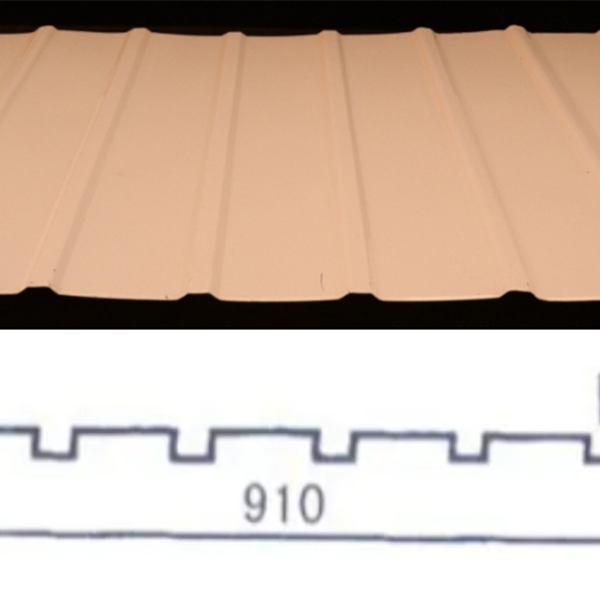 Цветной стальной лист типа V910
Цветной стальной лист типа V910 -
 Стальная конструкция
Стальная конструкция -
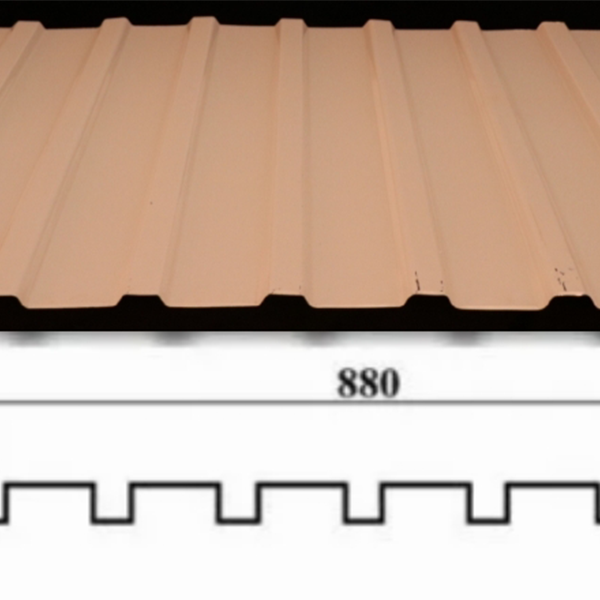 Цветной стальной лист типа V880
Цветной стальной лист типа V880 -
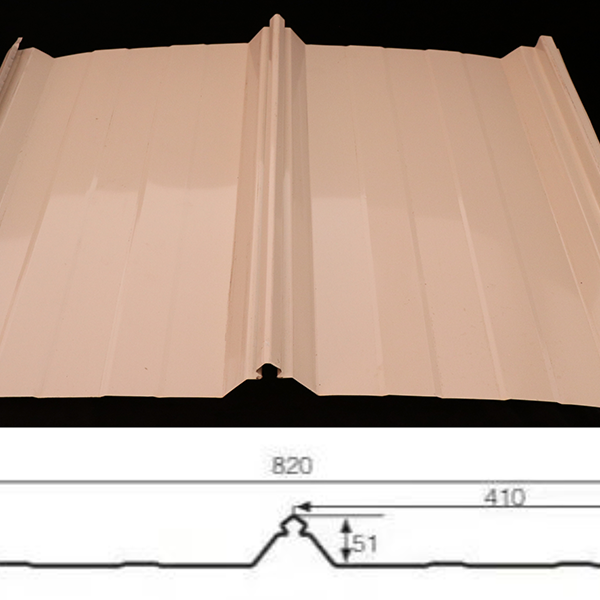 Гофрированный цветный стальной лист типа 820
Гофрированный цветный стальной лист типа 820 -
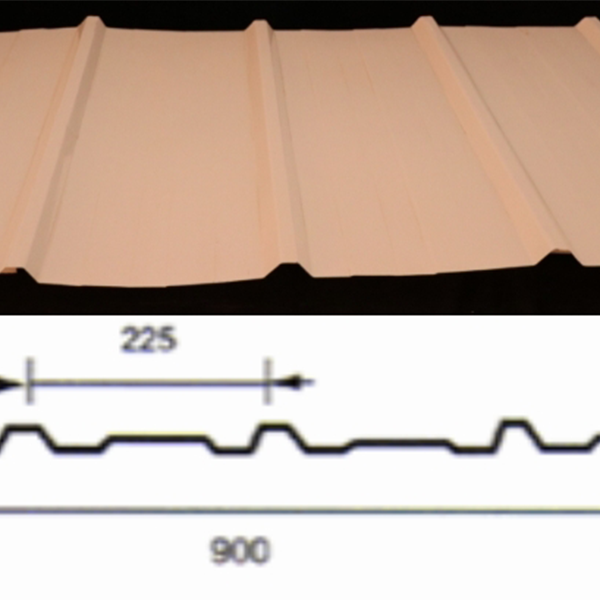 Цветной стальной лист типа V900
Цветной стальной лист типа V900 -
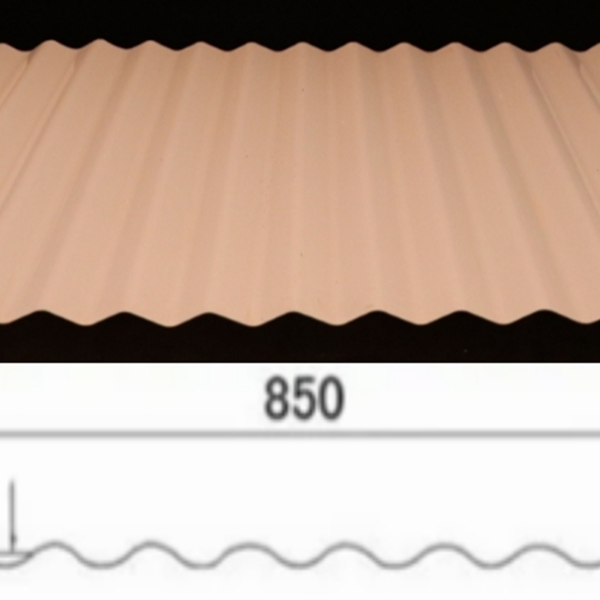 Водяной гофрированный цветной стальной лист типа V850
Водяной гофрированный цветной стальной лист типа V850 -
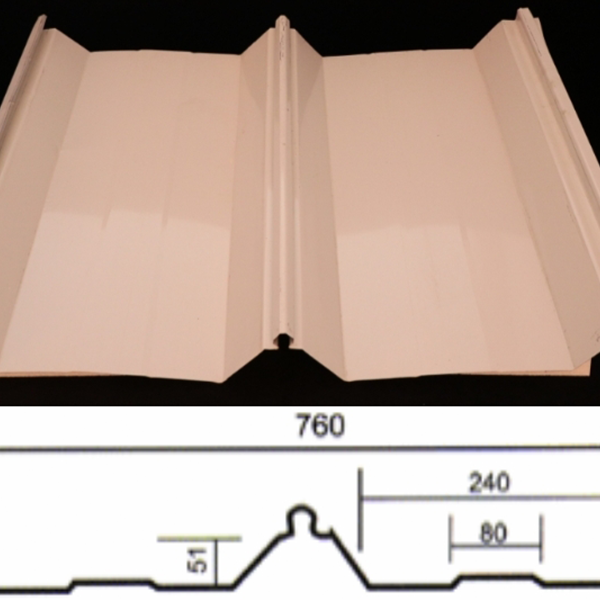 Гофрированный цветный стальной лист типа V760
Гофрированный цветный стальной лист типа V760
Связанный поиск
Связанный поиск- Ведущий покупатель стальных покрытий для зданий
- Производители цветной стальной черепицы строительные бригады
- Ведущий покупатель цветных стальных конструкций
- Ведущий покупатель очистных плит
- Производство магистральных трубопроводов из конструкционной стали
- Основные страны-покупатели плоских оцинкованных стальных листов
- Шпон на заказ
- Ведущий покупатель цветной стальной черепицы и листов
- Ведущий покупатель сэндвич-панелей для строительства
- Ведущий покупатель болтовых соединений из конструкционной стали