+86-19804768663
-


-


-


WeChat

Производитель контроля сварных швов в конструкционной стали
Понимаете, часто слышишь про автоматизированные системы проверки швов, сканирующие лазером и анализирующие структуру металла. Звучит круто, да и в теории, наверное, неплохо. Но реальность, как всегда, куда сложнее. В первую очередь, возникает вопрос: что именно мы хотим обнаружить? Просто дефектный шов? Или нарушение геометрии, концентрацию напряжений, скрытые трещины, которые не видны невооруженным глазом? Вопрос, который многие начинающие инженеры упускают из виду, и от него напрямую зависит выбор метода контроля. В Шэньчжоу Стальная конструкция мы накопили определенный опыт, и вот несколько мыслей, которые хотелось бы поделиться.
Почему автоматизация – не панацея
Автоматизированные системы, безусловно, полезны. Они позволяют повысить скорость и объективность оценки. Но они не заменяют человеческий опыт. Например, в работе с крупногабаритными конструкциями, особенно с методом бесшовной сварки, автоматическое сканирование может 'упустить' небольшие неоднородности в металле, которые однако могут стать причиной разрушения. И тут на сцену выходит опытный сварщик-контролер, который 'чувствует' металл, понимает, как он ведет себя при нагреве и охлаждении. Он умеет оценить не только видимые дефекты, но и косвенные признаки проблем – например, неоднородность цвета шва, наличие 'дырок' или несвойственной ему структуры. Поэтому, мой взгляд, оптимальным является комплексный подход: автоматизированный контроль для первичной оценки, а затем – ручная инспекция квалифицированным специалистом.
Виды дефектов и их обнаружение
Самые распространенные дефекты, которые мы видим на практике – это пористость, включения, трещины, неполное проплавление. Обнаружить пористость можно с помощью ультразвукового контроля, который позволяет 'прослушать' внутреннее состояние шва. Для выявления трещин часто используют радиографический контроль, хотя он и требует определенной подготовки и опыта. А вот неполное проплавление можно увидеть визуально, но для этого нужен хороший свет и навыки. Иногда, для более точной диагностики, прибегают к магнитопорошковому контролю или капиллярному тесту. Выбор метода зависит от типа сварного соединения, материала, толщины металла и требований к надежности конструкции. Например, для стальных конструкций, подвергающихся высоким нагрузкам, выбор метода контроля должен быть максимально строгим.
При одном из проектов, связанного с производством опор моста, мы столкнулись с проблемой скрытых трещин в шве. Радийографический контроль не выявил дефект, но ультразвуковой контроль показал наличие неоднородности в структуре. Последующий капиллярный тест подтвердил наличие трещины, которая, к счастью, не повлияла на несущую способность конструкции. Этот случай научил нас, что нельзя полагаться только на один метод контроля, и всегда нужно быть готовым к неожиданностям.
Опыт с различными методами контроля
Мы использовали различные методы контроля, включая визуальный, ультразвуковой, радиографический и магнитопорошковый. Визуальный контроль – это самый простой и дешевый метод, но он ограничен в своей способности обнаруживать скрытые дефекты. Ультразвуковой контроль – это более эффективный метод, который позволяет обнаруживать дефекты на глубине до нескольких сантиметров. Радиографический контроль – это один из самых надежных методов, но он требует специального оборудования и квалифицированного персонала. Магнитопорошковый контроль – это хороший метод для обнаружения поверхностных и подповерхностных трещин. Но при работе с углеродистой сталью, часто возникают проблемы с качеством магнитного поля, что снижает эффективность контроля.
Проблемы с визуальным контролем
Визуальный контроль часто оказывается недостаточным, особенно при работе с толстыми стальными конструкциями или в условиях плохой освещенности. Например, если шов сильно загрязнен окалиной или ржавчиной, дефекты могут быть просто не видны. Кроме того, человеческий фактор играет важную роль. Усталость, невнимательность, недостаток опыта – все это может привести к ошибкам при визуальном контроле. Поэтому, визуальный контроль должен выполняться только квалифицированным специалистом, который имеет большой опыт работы и внимателен к деталям.
Современные тенденции в контроле сварных швов
В последние годы наблюдается тенденция к внедрению новых технологий контроля сварных швов, таких как термография, оптическая когерентная томография и искусственный интеллект. Термография позволяет обнаруживать дефекты, связанные с тепловыми напряжениями, которые не видны другим методам контроля. Оптическая когерентная томография позволяет получать трехмерные изображения внутренней структуры шва. А искусственный интеллект может использоваться для автоматической классификации дефектов и прогнозирования долговечности конструкции. К сожалению, пока эти технологии еще не получили широкого распространения, но в будущем они, безусловно, изменят подход к контролю качества сварных швов.
Рекомендации по выбору метода контроля
Итак, что же выбрать? Не существует универсального решения. Выбор метода контроля зависит от многих факторов, включая тип сварного соединения, материал, толщину металла, требования к надежности конструкции и доступный бюджет. В любом случае, нужно начинать с четкого определения целей контроля. Что именно мы хотим обнаружить? Какие требования предъявляются к надежности конструкции? На основе этих целей можно выбрать оптимальный метод контроля или комбинацию методов.
Ключевые моменты
Не забывайте о квалификации персонала. Даже самый современный инструмент бесполезен, если им управляет некомпетентный специалист. Важно, чтобы контролеры имели большой опыт работы и были хорошо обучены. Регулярно проводите обучение и повышение квалификации персонала. Ведите учет результатов контроля и анализируйте данные. Это поможет вам выявить тенденции и улучшить качество сварных швов. И, наконец, не экономьте на контроле. Стоимость контроля намного ниже, чем стоимость ремонта или замены конструкции, построенной с дефектными сварными швами.
В заключение, хочу еще раз подчеркнуть, что контроль качества сварных швов – это не просто формальность, а важнейший элемент обеспечения надежности и безопасности конструкций. И он требует комплексного подхода, опыта и квалификации.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
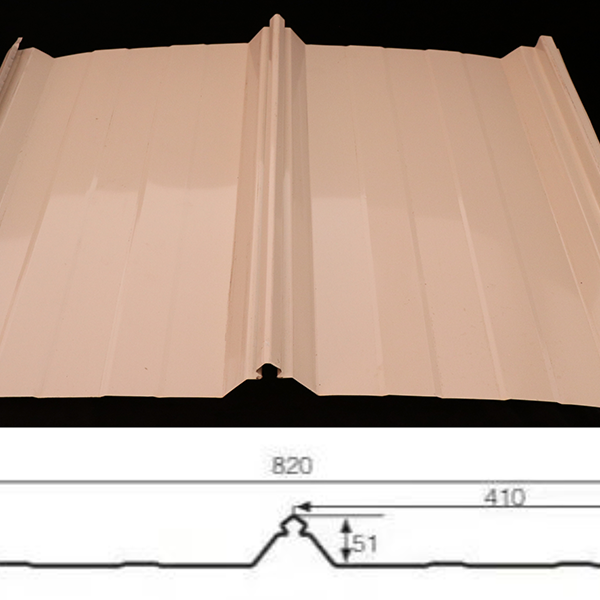 Гофрированный цветный стальной лист типа 820
Гофрированный цветный стальной лист типа 820 -
 Бамбуковая черепица из цветного стального листа 6-ти пиковая типа V800
Бамбуковая черепица из цветного стального листа 6-ти пиковая типа V800 -
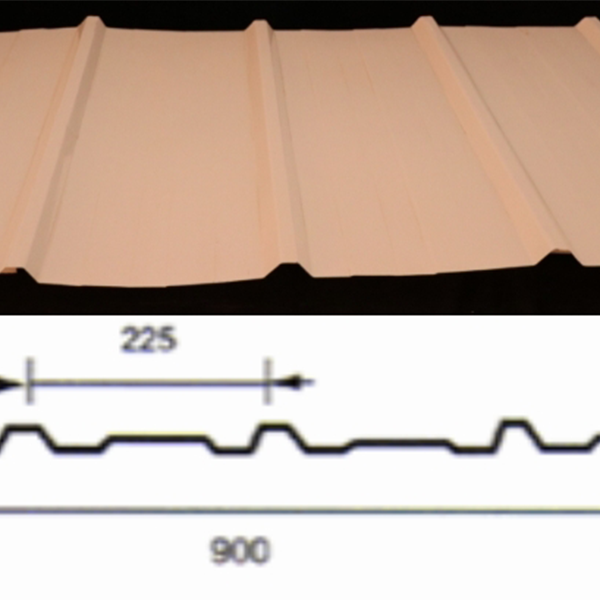 Цветной стальной лист типа V900
Цветной стальной лист типа V900 -
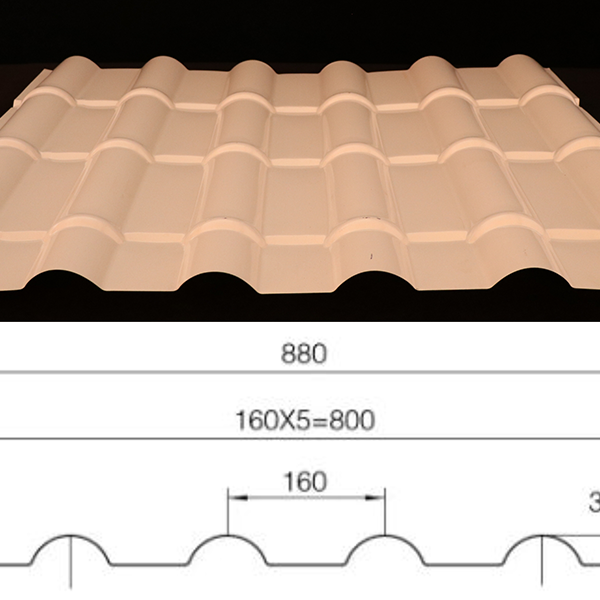
 Цветная стальная черепица
Цветная стальная черепица -
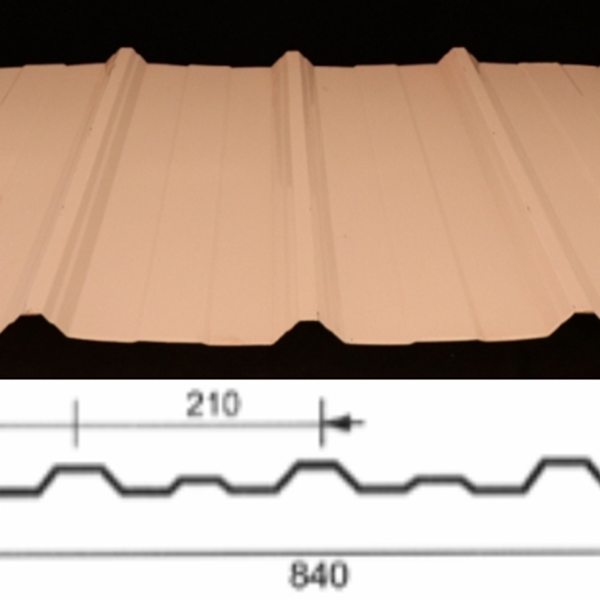 Цветной стальной лист типа 840
Цветной стальной лист типа 840 -
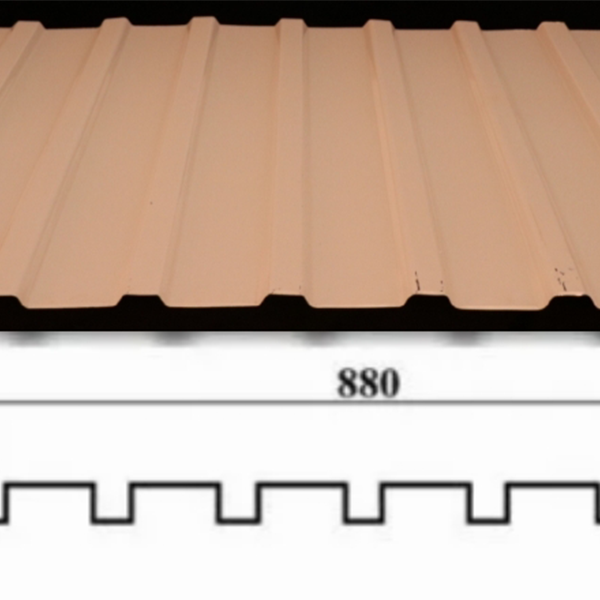 Цветной стальной лист типа V880
Цветной стальной лист типа V880 -
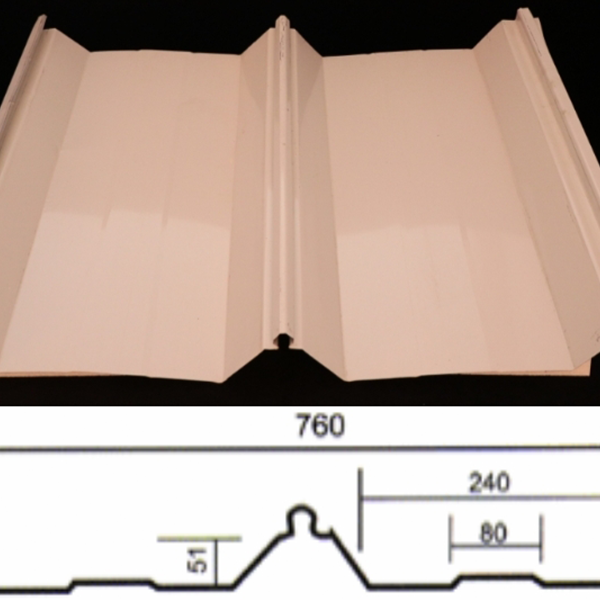 Гофрированный цветный стальной лист типа V760
Гофрированный цветный стальной лист типа V760 -
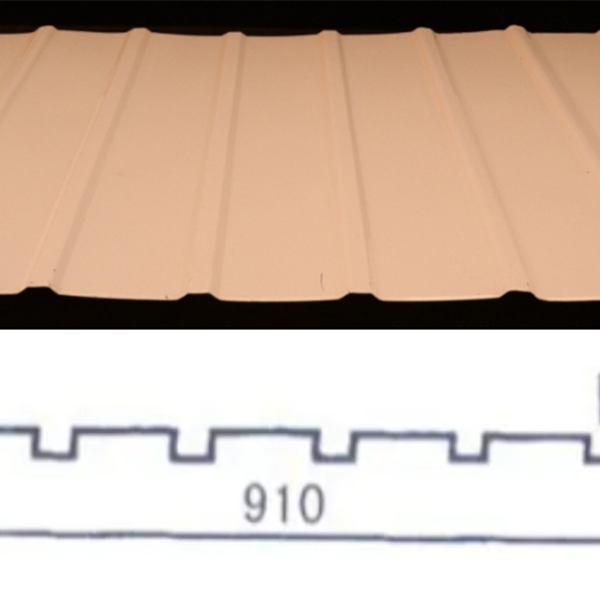 Цветной стальной лист типа V910
Цветной стальной лист типа V910 -
 Стальная конструкция
Стальная конструкция -
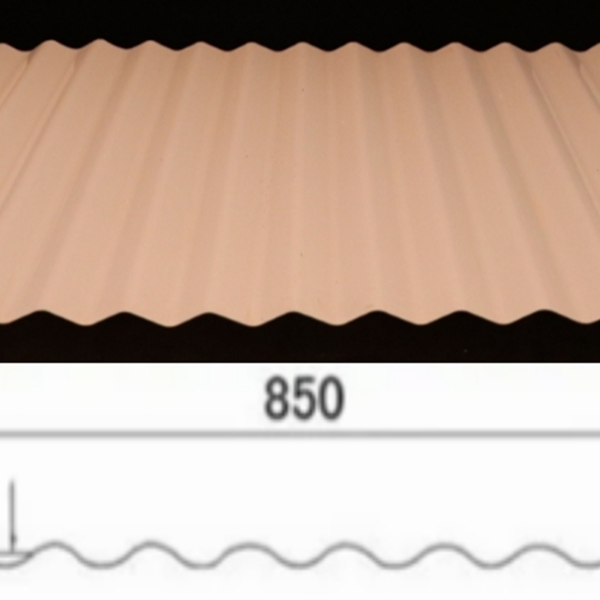 Водяной гофрированный цветной стальной лист типа V850
Водяной гофрированный цветной стальной лист типа V850
Связанный поиск
Связанный поиск- Поставщики растягивающих болтов для стальных конструкций
- Производители окрашенного оцинкованного листа 0.5 мм
- Производители оцинкованного листа с цветным покрытием 1 мм
- Поставщики плоские трубные узлы стальных конструкций
- Ведущий покупатель стальных балок 12 метров
- Производители заклепок из конструкционной стали
- Производитель гофрированных стальных листов для обществ с ограниченной ответственностью
- Производитель водонепроницаемой цветной стальной черепицы
- Открытый стальной профилированный лист
- Хрупкий перелом стальной конструкции