+86-19804768663
-


-


-


WeChat

Цветной стальной лист гибки
Цветной стальной лист гибки – тема, которая часто вызывает больше вопросов, чем ответов, особенно у начинающих. Многие считают, что это простой процесс, который можно выполнить на любом металлообрабатывающем оборудовании. Однако, реальность гораздо сложнее. Я работаю в этой сфере уже более десяти лет, и за это время видел немало неудачных попыток, которые заканчивались браком и потерей времени. В этой статье я хочу поделиться своим опытом и некоторыми наблюдениями, которые, надеюсь, будут полезны.
Основные сложности при гибке цветного металла
Первая, и, пожалуй, самая важная сложность – это материал. Цветной стальной лист, в отличие от черной стали, обладает другим составом и, соответственно, другими свойствами. Он более подвержен образованию трещин и деформации при гибании, особенно при больших радиусах. Этот факт нужно учитывать при выборе параметров гибки и типа используемого оборудования. Неправильный выбор может привести к полному разрушению детали. Часто клиенты ожидают, что мы сможем гибнуть их листы под любым углом и с любым радиусом, просто потому что это 'сталь'. Это, к сожалению, не так.
Еще одна проблема – это толщина материала. Более тонкие листы, безусловно, проще в обработке, но и более хрупкие. У нас часто поступают заказы на гибку тонких листов, например, для изготовления декоративных элементов. Тут важно правильно подобрать инструмент, чтобы не повредить материал. Несколько раз приходилось разбирать деталь из-за неправильно подобранных насадок. Это дорогостоящая ошибка, особенно если заказ большой.
Не стоит забывать и о маркировке материала. Каждый вид цветной стали имеет свои особенности, и для каждой марки требуются свои режимы гибки. Например, нержавеющие стали часто требуют использования специальных смазок и инструментов, чтобы избежать образования царапин и дефектов на поверхности. Это, к сожалению, часто недооценивают.
Влияние геометрии детали на результат
Геометрия детали играет огромную роль в процессе гибки. Сложные формы, с острыми углами или узкими проходами, требуют более точного контроля и использования специализированного оборудования. Например, для гибки деталей с большим количеством изгибов часто используют гибочные стойки с изменяемым радиусом. В противном случае добиться требуемой формы будет крайне сложно, а качество гибки – низким.
При проектировании детали важно учитывать ограничения, накладываемые процессом гибки. Некоторые углы могут быть недостижимы, а определенные радиусы могут привести к образованию складок и деформаций. Поэтому проектировщик и технолог должны работать в тесном сотрудничестве, чтобы избежать проблем на производстве. Мы часто сталкиваемся с ситуациями, когда заказчики присылают чертежи, которые с технической точки зрения невозможно выполнить. Приходится объяснять, что нужно переделать проект, что требует дополнительных затрат и времени.
Например, недавно нам прислали чертеж сложной детали для корпусной мебели. Проект был очень красивый, но, к сожалению, не учитывал толщину материала и возможности нашего оборудования. После консультаций с технологом мы предложили клиенту изменить геометрию детали, чтобы сделать ее более простой и выполнимой. Клиент поначалу был недоволен, но в итоге согласился, и деталь была изготовлена идеально. Это хороший пример того, как правильное проектирование может значительно упростить процесс гибки.
Оборудование для гибки цветного металла: выбор и особенности
Выбор оборудования – это ключевой момент в процессе гибки. Существует множество различных типов гибочных станков: гибочные прессы, гибочные стойки, гибочные трубогибы и т.д. Каждый из них имеет свои преимущества и недостатки. Выбор конкретного типа оборудования зависит от толщины материала, сложности деталей и объема производства.
В нашей компании, ООО Чифэн Шэньчжоу Цветной лист и Стальная конструкция, мы используем гибочные прессы с гидроприводом. Они позволяют гибнуть листы с толщиной до 6 мм и с радиусом от 5 до 15 мм. Мы также используем гибочные стойки для гибки деталей сложной формы. Гибочные стойки позволяют добиться более точных результатов, но требуют больше времени на обработку. Регулярно обновляем парк оборудования, чтобы соответствовать современным требованиям рынка. Считаю, что это очень важно для поддержания конкурентоспособности.
Важно не только выбрать правильный тип оборудования, но и правильно настроить его параметры. Неправильная настройка может привести к образованию дефектов на поверхности детали. Поэтому необходимо тщательно изучить техническую документацию и провести тестовую гибку перед началом серийного производства. Мы всегда проводим тестовую гибку, чтобы убедиться в качестве полученного результата. Иначе, рискуешь получить некачественный продукт, а потом заниматься его переделкой.
Дефекты при гибке и способы их устранения
При гибке цветного металла могут возникать различные дефекты: трещины, складки, деформации, царапины и т.д. Причинами этих дефектов могут быть неправильный выбор материала, неподходящие параметры гибки, неправильная настройка оборудования, а также ошибки в проектировании детали.
Для устранения трещин часто используют специальные смазки и нагрев материала. Складки и деформации можно устранить с помощью выпрямления или перегиба. Царапины можно удалить с помощью полировки. Для предотвращения дефектов необходимо соблюдать технологию гибки и тщательно контролировать качество материала и оборудования. К сожалению, не всегда удается избежать дефектов. Иногда приходится браковать деталь и переделывать ее.
Например, недавно у нас возникла проблема с образованием трещин при гибке тонких листов из нержавеющей стали. Причиной оказалась недостаточное смазывание материала. После добавления смазки проблема была решена. Это показывает, что даже самые незначительные детали могут иметь большое значение для качества конечного продукта.
Перспективы развития технологии гибки цветного металла
Технология гибки цветного металла постоянно развивается. Появляются новые материалы, новые виды оборудования и новые методы обработки. Например, сейчас активно развиваются технологии гибки с использованием роботов и автоматизированных систем управления. Эти технологии позволяют повысить точность, производительность и безопасность процесса гибки.
В ООО Чифэн Шэньчжоу Цветной лист и Стальная конструкция мы следим за новыми тенденциями в отрасли и постоянно внедряем новые технологии. Мы верим, что будущее гибки цветного металла – за автоматизацией и цифровизацией. Это позволит нам предлагать нашим клиентам более качественные и конкурентоспособные продукты.
На данный момент мы активно изучаем возможности использования 3D-моделирования для оптимизации процесса гибки и предотвращения возникновения дефектов. Мы также планируем приобрести новые гибочные прессы с автоматизированным управлением. Мы стремимся быть в числе лидеров в своей области и предлагать нашим клиентам лучшие решения для гибки цветного металла.
В заключение хочу сказать, что гибка цветного листового металла – это сложный и многогранный процесс, требующий опыта, знаний и постоянного совершенствования. Надеюсь, что эта статья помогла вам лучше понять основные сложности и особенности этого процесса. Если у вас возникнут какие-либо вопросы, пожалуйста, обращайтесь к нам. Мы всегда готовы помочь.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
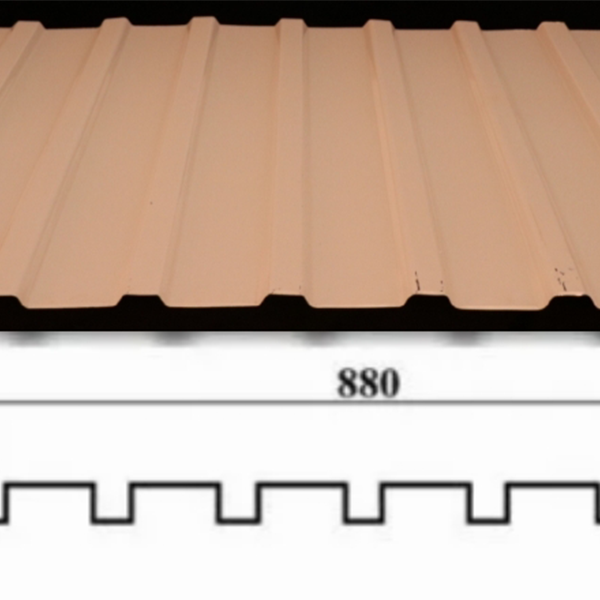 Цветной стальной лист типа V880
Цветной стальной лист типа V880 -
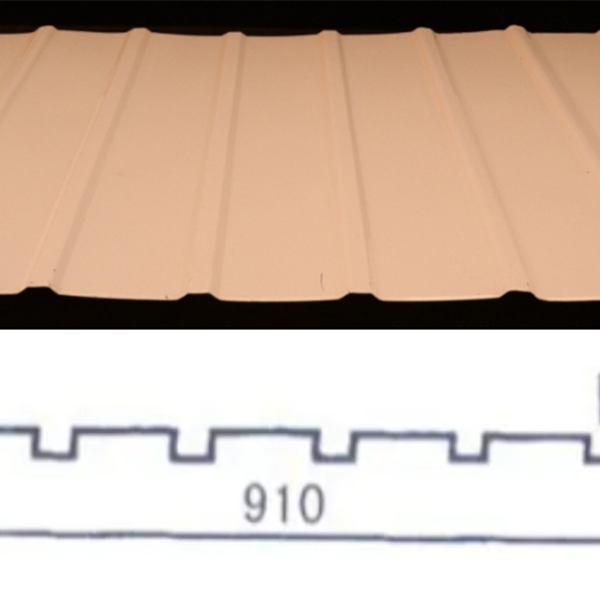 Цветной стальной лист типа V910
Цветной стальной лист типа V910 -
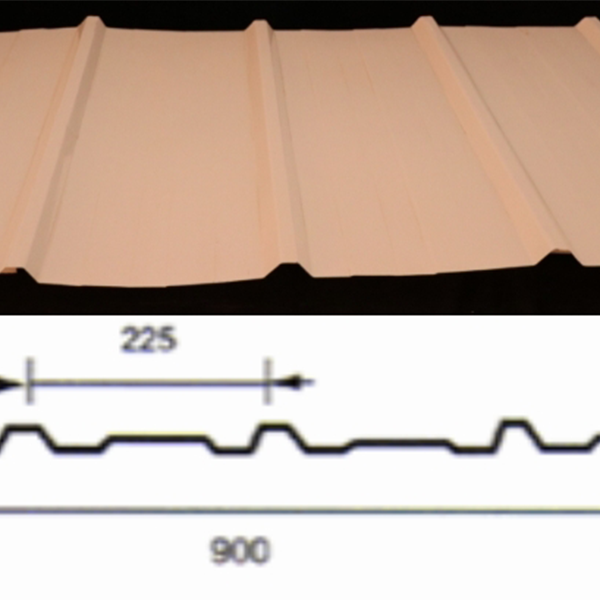 Цветной стальной лист типа V900
Цветной стальной лист типа V900 -
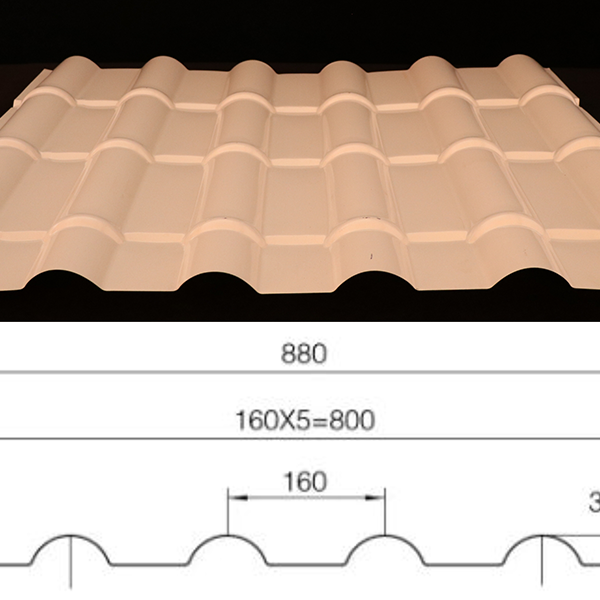
 Цветная стальная черепица
Цветная стальная черепица -
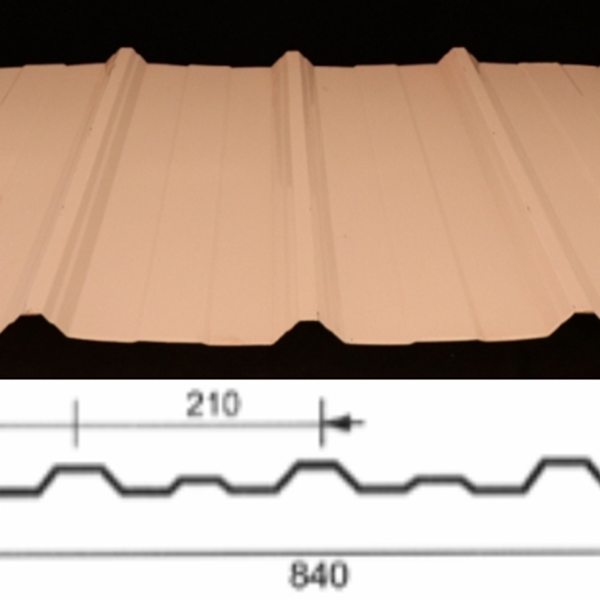 Цветной стальной лист типа 840
Цветной стальной лист типа 840 -
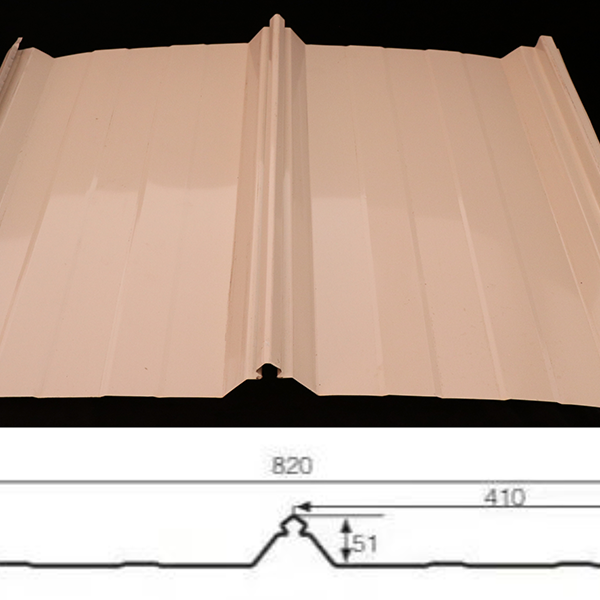 Гофрированный цветный стальной лист типа 820
Гофрированный цветный стальной лист типа 820 -
 Стальная конструкция
Стальная конструкция -
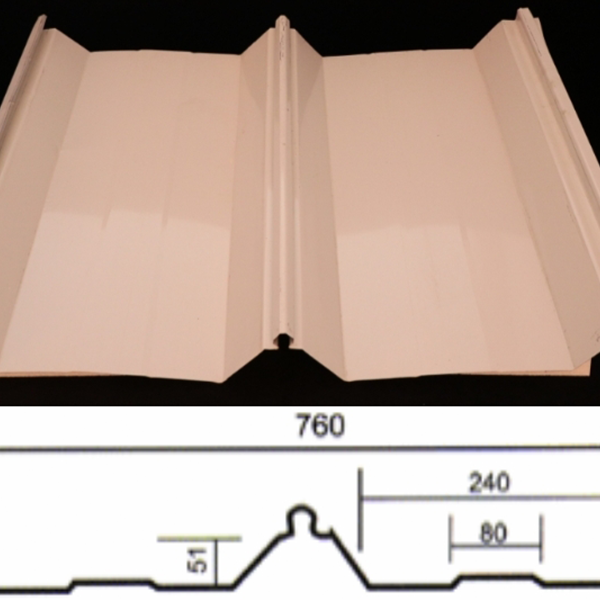 Гофрированный цветный стальной лист типа V760
Гофрированный цветный стальной лист типа V760 -
 Бамбуковая черепица из цветного стального листа 6-ти пиковая типа V800
Бамбуковая черепица из цветного стального листа 6-ти пиковая типа V800 -
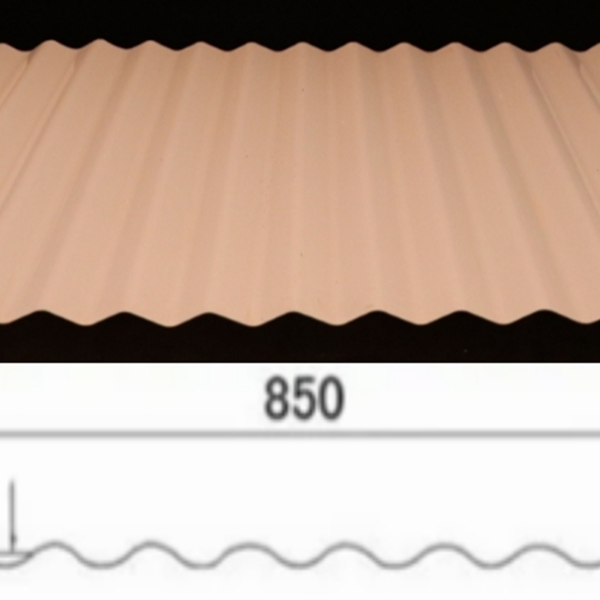 Водяной гофрированный цветной стальной лист типа V850
Водяной гофрированный цветной стальной лист типа V850
Связанный поиск
Связанный поиск- Цветные стальные панели
- Ведущий покупатель магистральных трубопроводов из конструкционной стали
- Основные страны-покупатели плоских оцинкованных стальных листов
- Ведущий покупатель оцинкованных профилированных листов с цветным покрытием
- Производители оцинкованных листов окрашенных 0 5
- Главная труба стальной конструкции
- Лист плоский оцинкованный окрашенный
- Завод стальных конструкций
- Ведущий покупатель профилированных листов для стальных конструкций
- Сэндвич панели цена за м2